Schon letztes Jahr habe ich mich dann aber an die Planung einer CNC-Fräse gemacht; die Vision habe ich aus den Youtube-Videos von Thomas aus Ulm (vielen Dank an ihn dafür! – gleich sein Flugzeubau-Video ansehen!), meine Maschine ist aber natürlich im Detail anders konstruiert – weil halt. Dann war Winter.
In den letzten Wochen hat die Maschine nun endlich Form angenommen. Sie ist noch nicht endgültig zusammengebaut, sondern nur "geheftet" (wie die Schneidersleut' sagen würden), also nur mit einzelnen Schrauben und ohne Leim einmal "aufgestellt". In längeren Sessions habe ich
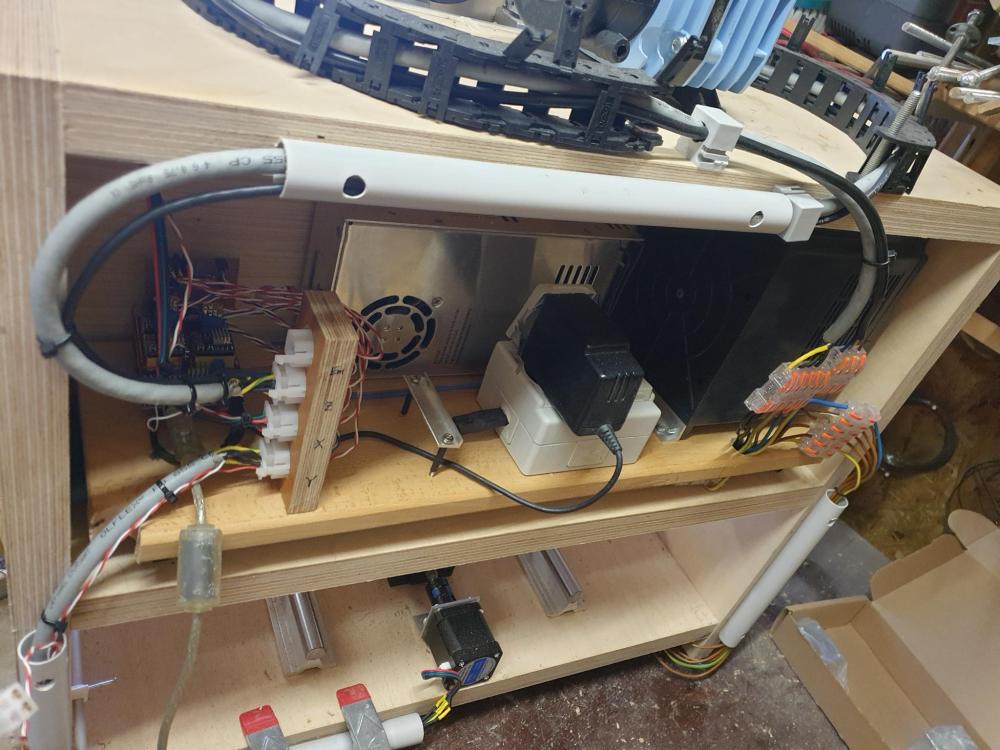
- die Elektronik auf Basis eines Arduino UNO und CNC Shield V.3 entworfen und ein wenig Peripherie dafür gelötet;
- die Elektrik geplant und mit vielen Wago-Klemmen verdrahtet;
- die weitere Verkabelung von Stark- und Schwachstrom möglichst zerlegbar gelötet (crimpen habe ich mich nicht getraut: garantiert strom-feste Crimp-Verbindungen muss ich noch lernen);
- unter Verwendung von Joao Martins' genialem µCNC-GCode-Controller (einem GRBL-Rewrite) und mit seiner Hilfe die Maschine von einem Laptop aus steuerbar gemacht,
- mit UGS (Universal GCode Sender) als Laptop-seitiges Frontend;
- und, schlussendlich einen G-Code-Generator namens MyDxf2GCode geschrieben, der meine Anforderungen erfüllt (die ich später einmal erkläre).

Wie gesagt, da ist noch nichts richtig stabil zusammengebaut; so ist z.B. die Frässpindel, die acht Befestigungslöcher hat, grad mal mit zwei handfest angezogenen Muttern montiert; auf den Schnecken fehlen diverse Kontermuttern; und vor allem ist der ganze Rahmen mit einen kleinen Handvoll 40er-Schrauben zusammengehalten.
Trotzdem – nachdem in den letzten Tagen MyDxf2GCode eine ganze Menge Korrekturen samt Unittests bekommen und überlebt hat, habe ich mir heute früh gedacht ... mal was fräsen, in Fichtenholz z.B., das wär doch was? "PoC" nennt man das, glaube ich: Proof of Concept – bevor ich die ganze Maschine wieder zerlege, um sie dann endgültig und dokumentiert aufzubauen.
Das erste, was ich geschafft habe, ist, mich heftig an einem Fräser in den Daumen zu schneiden. Fräser sind scharf – sehr scharf –, und um sie in das streng gehende Futter zu schieben, verwendet man nicht die nackten Finger, sondern eine Zange! "Mit eigenem Blut erbaut":

Was fräst man, wenn man nicht weiß, was man fräsen soll? – seine Initialen. Die CAD-Zeichnung dafür ist einfach: Drei Buchstaben in einem abgerundeten Viereck. Mit einem Mausklick kann man die Buchstaben in Linien zerlegen – als DXF-Datei abspeichern, das ist dann der Input für meinen G-Code-Generator:
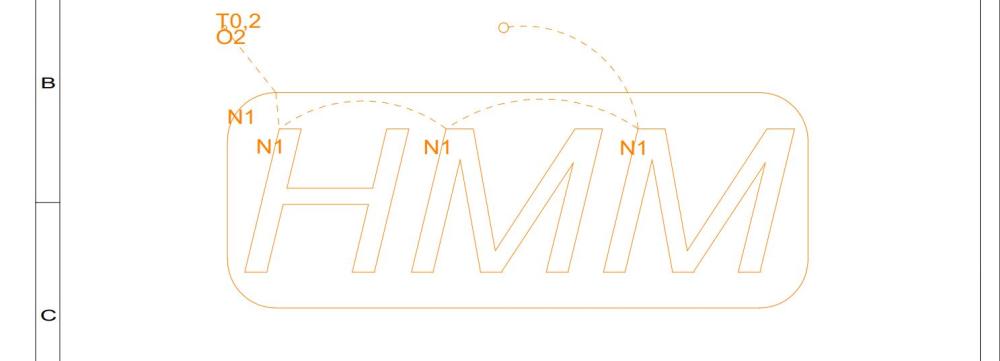
Der erste Aufruf hat gleich gezeigt, dass das CAD-Programm da ein paar Splines reingeschmuggelt hat, die ich in MyDxf2GCode nicht unterstütze: Also Splines durch gerade Stücke ersetzen, und nun fallen tatsächlich ungefähr 60 GCode-Befehle heraus. Hier ist der Anfang:
%... ja, so steuert man CNC-Maschinen. Ich kann nichts dafür.
O8999.13 (../Testprojekte/8999.13.dxf)
F500
G17 G21 G40 G49 G54 G80 G90 G94
T1
G00 X0 Y0 Z12.000
G00 X0.000 Y0.000 Z12.000
G00 X10.681 Y-13.420 Z12.000
G01 Z0.200 F60
G01 Z-0.500 F60
G03 X0.681 Y-23.420 Z-0.500 I0.000 J-10.000
G01 X0.681 Y-47.756 Z-0.500
G03 X10.681 Y-57.756 Z-0.500 I10.000 J0.000
G01 X110.512 Y-57.756 Z-0.500
G03 X120.512 Y-47.756 Z-0.500 I0.000 J10.000
G01 X120.512 Y-23.420 Z-0.500
G03 X110.512 Y-13.420 Z-0.500 I-10.000 J0.000
G01 X10.681 Y-13.420 Z-0.500
G00 X10.681 Y-13.420 Z12.000
G00 X11.383 Y-20.908 Z12.000
G01 Z0.200 F60
G01 Z-0.500 F60
G01 X4.251 Y-50.404 Z-0.500
G01 X8.804 Y-50.404 Z-0.500
G01 X12.173 Y-36.501 Z-0.500
G01 X29.805 Y-36.501 Z-0.500
G01 X26.459 Y-50.404 Z-0.500
G01 X31.013 Y-50.404 Z-0.500
G01 X38.121 Y-20.908 Z-0.500
G01 X33.568 Y-20.908 Z-0.500
G01 X30.618 Y-33.161 Z-0.500
G01 X12.962 Y-33.161 Z-0.500
G01 X15.913 Y-20.908 Z-0.500
...
Und hier sieht man die Entstehung des ersten Frässtücks – das auch das einzige bleiben wird, solange die Maschine nicht stabil wiederaufgebaut wird. Am Anfang hatte ich die Hand noch in der Nähe vom Notausschalter (den man weiter oben auf dem Blutbild sieht), aber da sich dann alles genau so bewegt hat, wie ich mir das vorgestellt habe, wurde ich dann entspannter. Das Video läuft an manchen Stellen schneller – für diesen ersten Versuch bin ich schön langsam gefahren ...:
Endergebnis:

Bis bald!
Sehr geile Dokumentation! Danke für dein Feedback und viel Freude mit der Fräse! Tolle Upgrades und Lösungen für gängige Probleme. Herzliche Grüße aus Ulm, Thomas von LifeLatitudes
AntwortenLöschen